




润滑油调和操作规程及质量管理
文章来源:上海PC加拿大中国科技有限公司 人气:1813发表时间:2019-08-16
1. 规范的操作
随着调合过程的自动化程度越来越高,对操作的技术性、规范性的要求更加提高了。操作过程的不规范,将导致产品不合格、物料损失、甚至发生生产事故。例如:
⑴检尺操作不规范,是否检查量油尺校验证、尺带是否褶皱,检尺是否重复两次,读数是否正确,误差是否符合要求等都会影响计量数据的准确性。严重时可能影响产品质量,甚至导致跑冒事故的发生。
⑵关键操作没有进行必要的复查,在配方计算、执行过程,改流程过程出现错误,造成配方或输油错误,甚至发生跑冒串事故。
⑶加剂操作不规范,没有核对添加剂名称即加剂,造成加剂错误,产品不合格,甚至报废。
⑷过程监控巡检不到位,对于自动调合过程,油品输送过程未监控计算机的动态画面,报警未及时处理,没有定点定时巡检,出现问题没有及时发现,导致生产事故的发生。
⑸记录不规范,未及时、准确地记录,或者记录字迹不清,在追溯过程不能反映真实的原始操作情况,给问题的原因分析、解决和生产经验数据的总结带来困难。
措施:⑴合理编制操作规程,明确操作要求;⑵细致培训,提高对不规范操作导致的严重后果的认识,增强责任意识;⑶严格执行操作规程,检查操作规程的执行情况,明确管理要求,制定切实有效的考核制度。
2. 不合格品的处置方法
润滑油生成过程中,由于配方使用、物料计量、设备故障、操作不规范等多种原因,造成原料油或成品油的理化指标或性能指标不合格。对于已判定不合格的油品,立即标识、隔离,避免误用;分析不合格原因,调整不合格品。并针对不合格原因采取纠正预防措施,避免不合格重复发生。若不合格油品调整困难,可以同品种油品分批混兑调合,或改变方案,调配成其它油品,再或者做降级使用的处理。由于润滑油生产过程环节较多,对某一不合格项目的影响因素错综复杂,一个不合格项目可能由多个原因造成,有时单凭一次或几次的不合格,很难判断其准确的不合格原因;由于润滑油调合是一个不可逆的过程,对多个可能的不合格原因,无法一一追溯,所以需要在不合格原因分析的过程中,细致观察、分析每一个可能因素,多利用试验分析等量化手段,综合各方面分析结果,不断积累经验并固化,最终总结出一套既具有实践经验基础,又有理论依据支持的不合格品处置方法。
这里介绍部分常见不合格品的处置方法,以供参考。
2.1. 粘度不合格的处置
润滑油的粘度对润滑油的流动性和它在摩擦面之间形成的油膜厚度影响很大。粘度较大的润滑油在摩擦面之间形成较厚的油膜,润滑效果好,但消耗在克服摩擦阻力的功率大,流动性差,为了节约能源,降低燃油消耗,普遍采用较低的成品油粘度,但粘度过低,油膜过薄易被破坏,造成磨损,所以需要控制适宜的粘度指标。
粘度不合格,可能存在的几种主要原因有:①配方计算错误,或配方录入计算机时错误;②计量设备故障或物料温度过低,导致计量误差过大; ③ 流程操作错误,如输错油;④ 混合不均匀;⑤管线存油处理不干净;⑥工艺参数控制不到位。
处置方法:①检查配方是否正确,如品种和批号;② 检查物料平衡,验证物料使用量是否符合配方要求;③检查调合设备是否异常;④检查使用的流量计、秤、量油尺是否故障或损坏;⑤在投料前,对管线中的存油情况是否确认和考虑其影响,是否进行了必要的处理。⑥若不合格数值与规范偏差较小,又未发现确切的不合格原因,可再次混合后,重新分析;⑦根据不合格数值的高低,适量加入配方中的轻重组分及添加剂,以保持油品的性能不因调整而降低;⑧不合格调整时,若两项以上不合格,需综合考虑,并分析二者是否有相互联系。
2.2. 倾点不合格的处置
倾点是润滑油低温流动性能的重要指标。倾点高的润滑油在低温下易失去流动性,阻塞油路,不能保证润滑,对发动机油造成冬季启动困难。倾点过低,添加剂和低温性能好的原料投入多,增加成本,所以要选择适宜的倾点指标。
造成倾点不合格的原因主要有:① 原料组分计量误差大;② 配方错误或配方录入计算机时错误;③降凝剂稀释时混合不均,比例失控或计算错误;④油品调合时混合不均匀;⑤降凝剂质量差或基础油感受性不好。
不合格油品的分析、处置方法:① 检查配方、物料调合记录是否正确;② 检查物料平衡,验证物料使用量是否符合配方要求,尤其是降凝剂的使用量是否正常;③检查相同时间或相邻时间调合的油品的倾点是否异常;④检查原料油的倾点是否偏高,导致调合油品的倾点不合格;⑤调整:补加降凝剂,混合均匀,注意油品调合温度满足工艺要求。若不合格数值在分析误差范围内,又未发现确切的不合格原因,可再次混合后,重新分析。
2.3. 低温动力粘度不合格的处置
低温动力粘度是反映润滑油的低温性能的指标之一,也是多级油的重要性能指标之一。基础油的低温性能主要取决于所用的基础油的馏分和粘度指数,成品油的低温性能与配方中基础油的低温性能、轻重组分的比例、粘指剂的结构组成和比例等因素有关。润滑油的低温性能差,导致润滑系统低温下不能及时正常供油和提供合适的润滑,运动部件出现严重磨损,甚至机泵启动困难。鉴于多级发动机油的低温性能的限制,要求在保证多级油的油膜强度的同时尽量使用低粘度、高粘度指数的基础油和加入粘度指数改进剂,以改善油品的低温启动性能和高温润滑性能。但是低温动力粘度也不是越低越好。由于降低低温动力粘度需要加入更多的低温性能好的基础油和大量的粘指剂,生产成本较高;粘指剂加入比例大,剪切粘度损失大,易氧化结焦、生成油泥和沉淀,同时也为了保证润滑系统的机油压力,因此低温动力粘度不宜过低。
低温动力粘度不合格的原因主要有:①基础油的低温性能差;②配方的比例不合理;③成品油粘度过高;④原料组分计量误差过大;⑤调合油品混合不均匀。
不合格品的处置方法:①若不合格数值与规范偏差较小,又未发现确切的不合格原因,可再次混合后,重新分析;②可适当降低基础油粘度,注意按比例补加添加剂;③若不合格数值与规范要求相差较大,则调整配方,适当提高配方中轻组分油比例或降低重组分油比例,但注意控制基础油混合粘度不要过低。补加时一般选择低温性能好的Ⅱ或Ⅲ类基础油,同时补加添加剂。
2.4. 总碱值不合格的处置
油中加入的清净分散剂多呈碱性,测定总碱值可间接表示所含添加剂的多少,一般以总碱值作为内燃机油的重要质量指标。使用后的内燃机油,一方面因添加剂氧化、分解逐渐失效,另一方面,氧化生成的酸类中和碱性添加剂,所以总碱值逐渐降低。因此测定总碱值,还可以判断添加剂的衰变,并可以以总碱值的下降,确定换油周期。
总碱值不合格的主要原因有:① 原料组分计量误差过大② 配方错误,或配方录入计算机时错误;③添加剂自身的碱值低;④调合油品混合不均匀。
不合格品处置方法:①分析添加剂的碱值,计算理论值与规范值的差别,判断添加剂碱值是否符合要求;②分析基础油的指标是否符合要求,如酸值;③检查计量设备是否正常;④调整:补加基础油或添加剂,混合均匀;若添加剂自身的碱值不合格,可考虑加补强剂。
2.5. 灰分不合格的处置
灰分主要是燃烧后生成的金属盐和金属氧化物组成。油品在生产、储存、运输和使用过程中,设备、管线和金属容器腐蚀生成的金属盐类,氧化生成的铁锈、油漆的溶解和灰尘的污染等因素都会是灰分的来源,还有添加剂中的金属盐也是灰分的来源。灰分的存在会使润滑油在使用过程中积炭增加,灰分过高也会造成机械零件的磨损。对于不含添加剂的油品,灰分可以作为检查精制是否正常的指标之一。如果精制中残留有金属盐和白土等,则使灰分增加。对于加有添加剂的润滑油,测定灰分可间接表明添加剂的含量。
产生灰分不合格的原因主要有:①原料组分计量误差过大;② 配方错误或配方录入计算机时错误;③原料油携带精制过程残留的金属盐和白土;④油罐、管线因施工或腐蚀产生的金属锈渣;⑤调合油品混合不均匀;⑥调合系统中残留有配方外组分,对油品造成污染。
灰分不合格的处置方法:① 检查添加剂量是否超高;②分析油中的机械杂质是否超标;③分析基础油灰分是否超标;④调整:若灰分低,补加添加剂,混合均匀;若灰分高,扩大调合产量,降低灰分;⑤检查清罐记录,是否长期未清罐,检查罐顶、罐壁是否有锈渣脱落。
2.6. 抗乳化性不合格的处置
抗乳化性是润滑油抵抗与水混合形成乳化液的性能。油品的表面张力大,不易形成乳化液,但油中含较多的机械杂质、皂类、酸类、油泥等表面活性物质,严重破坏了油品的表面张力,在有水的情况下,易乳化。具有抗乳化性的润滑油遇水虽经搅拌振荡,也不易形成乳化液或形成的乳化液很易迅速分离。抗乳化性差,在水存在的情况下,润滑油易乳化,同时其氧化安定性也差。抗乳化性是汽轮机油的重要质量指标,汽轮机油乳化液破坏油膜,增加摩擦、磨损和产生腐蚀。
产生抗乳化性不合格的原因主要有:①基础油中混入杂质或极性物质,导致成品抗乳化性不合格;②基础油本身的抗乳化性不合格;③调合罐或储罐在更换油品时,添加剂中的极性物质对后续油品造成污染,导致抗乳化性不合格;④基础油在运输过程中受到污染,造成抗乳化性不合格;⑤油罐长期使用或闲置后未清理,杂质过多,导致油品抗乳化不合格。
不合格油品的处置方法:①加入破乳剂混合均匀;②分批混兑入同种油品。③预防:注意原料的分析、筛选;对于差别大的油品使用同一油罐,需要清洗或清理油罐,尤其是汽轮机油的调合,避免其它添加剂的污染;降低油品中机械杂质、油泥等的进入。
2.7. 抗泡性不合格的处置
润滑油在实际使用中,由于受到振荡、搅动等作用,使空气进入润滑油中,形成气泡。如果油品的抗泡性不好,形成的大量气泡不能迅速破除,将影响润滑性能,加速其氧化变质;破坏油膜,增加设备磨损;在润滑油在循环系统中产生气阻,使供油中断,妨碍润滑,对液压油则影响其压力传递;大量泡沫使汽轮机油油箱溢油,使供油压力升不上去,影响循环,破坏油膜,造成振荡和磨损。
抗泡性不合格的原因主要有:①抗泡剂加入量不足;②抗泡剂类型与油品不匹配;③如果是二甲基硅抗泡剂,可能稀释比例不准或混合不均匀;④抗泡剂在油中的分散不够均匀。
不合格品处置方法:①补加抗泡剂,但要控制加入总量,避免抗泡剂加入过多,抗泡性反而变差;②针对不同类型的油品,选择不同类型的抗泡剂,如液压油使用非硅型效果更好,而且对其空气释放性能有帮助;③硅型和非硅型抗泡剂可以复配使用,需要小样试验来确定用量。④延长油品混合时间,使抗泡剂充分分散,重新分析。⑤油品粘度越小越容易产生气泡,但温度升高后,成泡性反而下降;高粘油品,在低温时,成泡性很低,但当温度升高时,粘度下降到适当时,成泡性增大。
2.8. 空气释放性不合格的处置
起泡性是指生成泡沫的倾向性以及生成泡沫的稳定性能,空气释放性则指油品释放悬浮或分散在油中的雾沫空气的能力。在润滑油循环系统中,难免要带进一些空气。空气在油品中表现为较大气泡和雾沫状细小气泡两种形式,较大的气泡能迅速上升到油品表面,而直径小于0.5mm的气泡上升到油品表面的速度慢。这种小气泡即为雾沫状气泡。油品中的雾沫状气泡会破坏油膜,产生气阻,造成供油不足,引起机械的噪音和振荡,影响系统压力传递,使液压系统操作失灵和摩擦增大,油温上升,加速油品氧化,产生沉淀和油泥,堵塞过滤器,影响设备寿命。因此,要求油品具有良好的空气释放性能。一般来说,油品粘度越大,空气释放性越差。硅油抗泡剂虽能有效地提高油品的表面抗泡性能,但会使其在油中的空气释放性能变差。一些非硅抗泡剂不仅具有很好的消泡作用,同时,对油品的空气释放性能影响也很小。
空气释放性不合格的原因主要与基础油的空气释放性能有关,所以筛选适用的基础油十分关键。抗泡剂的分散均匀程度对添加效果的影响很大。油品的温度、粘度与气泡在油中的寿命(从泡沫形成到它完全消失时所经历的时间)有关。有数据表明,泡沫的寿命随温度的升高,以指数关系下降。而油品的粘度越大,泡沫的寿命越长。所以说空气释放性提高油品温度,降低粘度,有利于泡沫的消失。
成品油的空气释放性不合格可以视原配方的情况适当补加非硅型抗泡剂,来改善油品的空气释放性能,加入量需要做小样试调。或者提高油品温度,降低油品粘度,加速空气的释放;也可以分批混兑入同种油品中。
2.9. 氧化安定性不合格的处置
氧化安定性不合格表明油品抵抗氧化变质的能力较差,油品在温度升高、金属存在、氧气浓度与接触面积增加的情况下更容易加速氧化。润滑油氧化后,通常使粘度增大,颜色加深、酸值升高、表面张力下降等,进一步氧化则生成沉淀和胶状油泥,这些物质沉淀于机械零件表面,恶化散热条件,阻塞油路,增加摩擦磨损;汽轮机油的氧化安定性差,油品容易氧化变质和乳化;变压器油的氧化安定性差,使绝缘强度下降,冷却散热作用变差,沉积物沉积在变压器线圈表面,妨碍线圈散热,造成过热甚至烧坏设备。因此这一指标对于润滑油的实际使用、储存和运输都非常重要。
氧化安定性的不合格原因主要有:①基础油精制深度不够,配方组成不合理;②在润滑油调合和储存过程中,设备故障或操作不当,造成油品温度过高;③添加剂加热时间过长,造成过热氧化分解。
不合格品处置方案:①若基础油不合格可以与氧化安定性好的基础油调合,提高其抗氧化性能;再或者用于调合对氧化安定性要求低的油品;②若成品油不合格,可以加入抗氧剂;或者调整配方比例,重新调配;还可以降档使用或分批调入同类油品。
2.10. 基础油入厂检验不合格的处置
基础油入厂检验,有时会出现质量指标不合格的情况。但是由于目前原油价格一路上涨,国内原油储量有限,许多炼厂已经开始炼制或掺炼进口原油、部分炼厂开工不足,原油品质也在下滑,导致基础油尤其是低温性能好的基础油资源十分紧张、而且出于运输成本的考虑,部分不合格的基础油在经过处理后可以满足指标要求,或者经过配方调整,不影响成品油的质量,则可以有条件地让步接收。
对于批准让步接收的产品,必须制定处置方案,使用时做好记录,便于追溯。
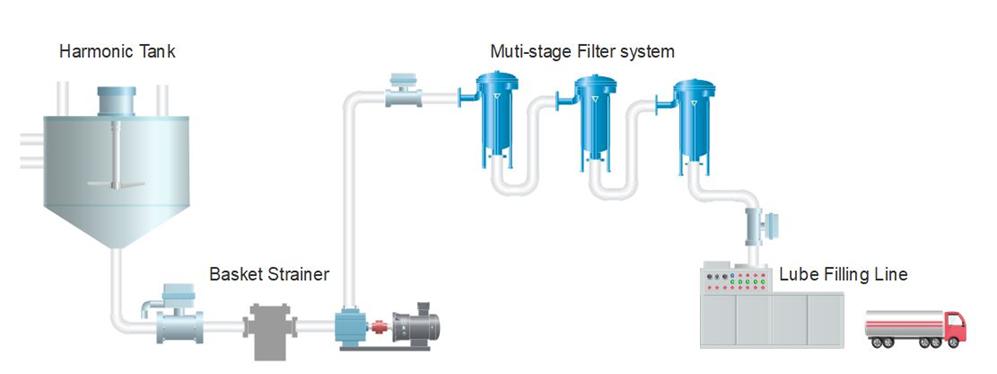
3. 润滑油灌装调和装置简图

4. 润滑油调和后的灌装过滤
灌装速度:按大桶每小时60桶 (170kg/桶)
灌装质量:理化指标如粘度,抗乳化性,等不发生改变,且NAS 等级尽可能高
润滑油的灌装过滤,即润滑油在包装出厂前的终端过滤,需要对机械杂质进行有效的过滤,使之达到要求的清洁度等级(ISO4406或NAS1638)。
建议采用多级深层过滤,不同的精度和不同的过滤元件搭配,经济有效的实现润滑油的灌装过滤,可以将清洁度等级稳定的控制在NAS5级下,不改变润滑油性能,且实现快速灌装,特别适合高清油的灌装。
5. 润滑油过滤解决方案
流量: 14m3/h
滤器型号: SBV-02DR-080D (单袋/双袋/多袋,滤袋/滤芯)
需3台过滤机,分三级过滤
金属网过滤+普通滤袋+多层高效过滤袋
上一篇:胺液脱硫过滤解决方案
下一篇:润滑油水分检测及脱水方法
相关资讯
激光打孔技术颠覆过滤器行业
06-14单次过滤和多次过滤在润滑油过滤应用与实践
03-28液体过滤袋破袋原因分析与应对策略
03-14发酵液固液分离的常用方法
02-11发酵液固液分离的方法
02-11发酵液预处理的特点
02-11发酵液预处理概念
02-11发酵液过滤的注意事项
02-10

